
品牌:松润-产品参数 不锈钢焊管-【不锈钢型材】服务周到_商佳通
更新时间:2025-05-24 19:45:07
Tags: 不锈钢焊管




我们的现场实拍视频将带您走进不锈钢焊管产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
| 产品参数 | |
|---|---|
| 产品价格 | 电议/kg |
| 发货期限 | 24小时 |
| 供货总量 | 99999 |
| 运费说明 | 电议 |
| 小起订 | 10 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品品牌 | 松润 |
| 产品规格 | 齐全 |
| 发货城市 | 聊城 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 质量认证 | 已认证 |

【聊城松润金属材料有限公司(池州分公司)srjs3704-30】每年投入利润的30%用于不锈钢焊管新产品的研发,8年行业积淀只为用户提供产品,联系人:李松,地址:经济开发区汇通钢材市场A-113-7。

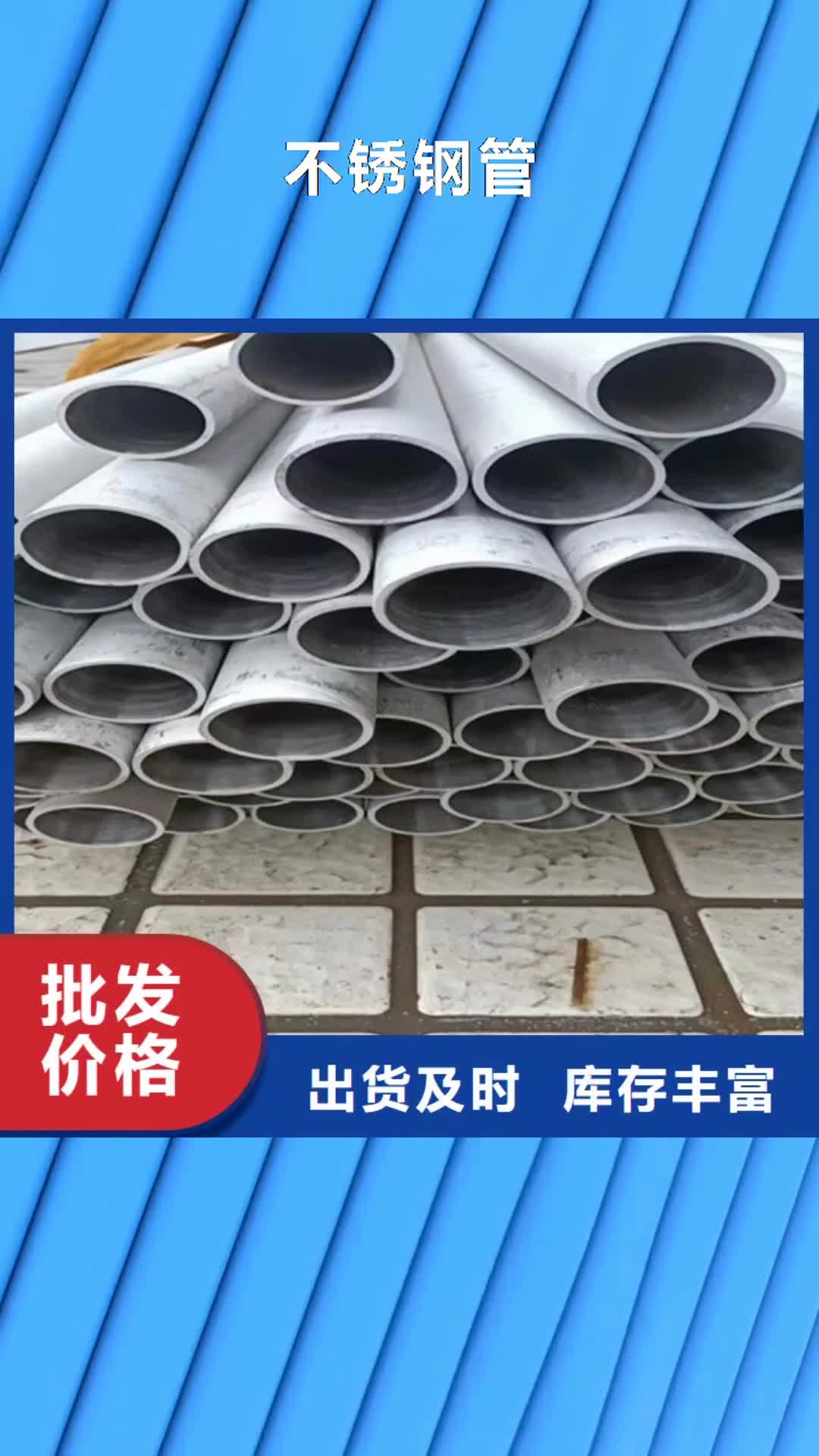
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,油气输送用大直径厚壁不锈钢焊管关键技术与装备研发及应用
油气输送是目前全球经济不可或缺的基础建设之一,而大直径厚壁不锈钢焊管在该领域中则扮演着至关重要的角色。针对这一技术和装备,近年来国内外科研工作者们一直在不断研发和应用。
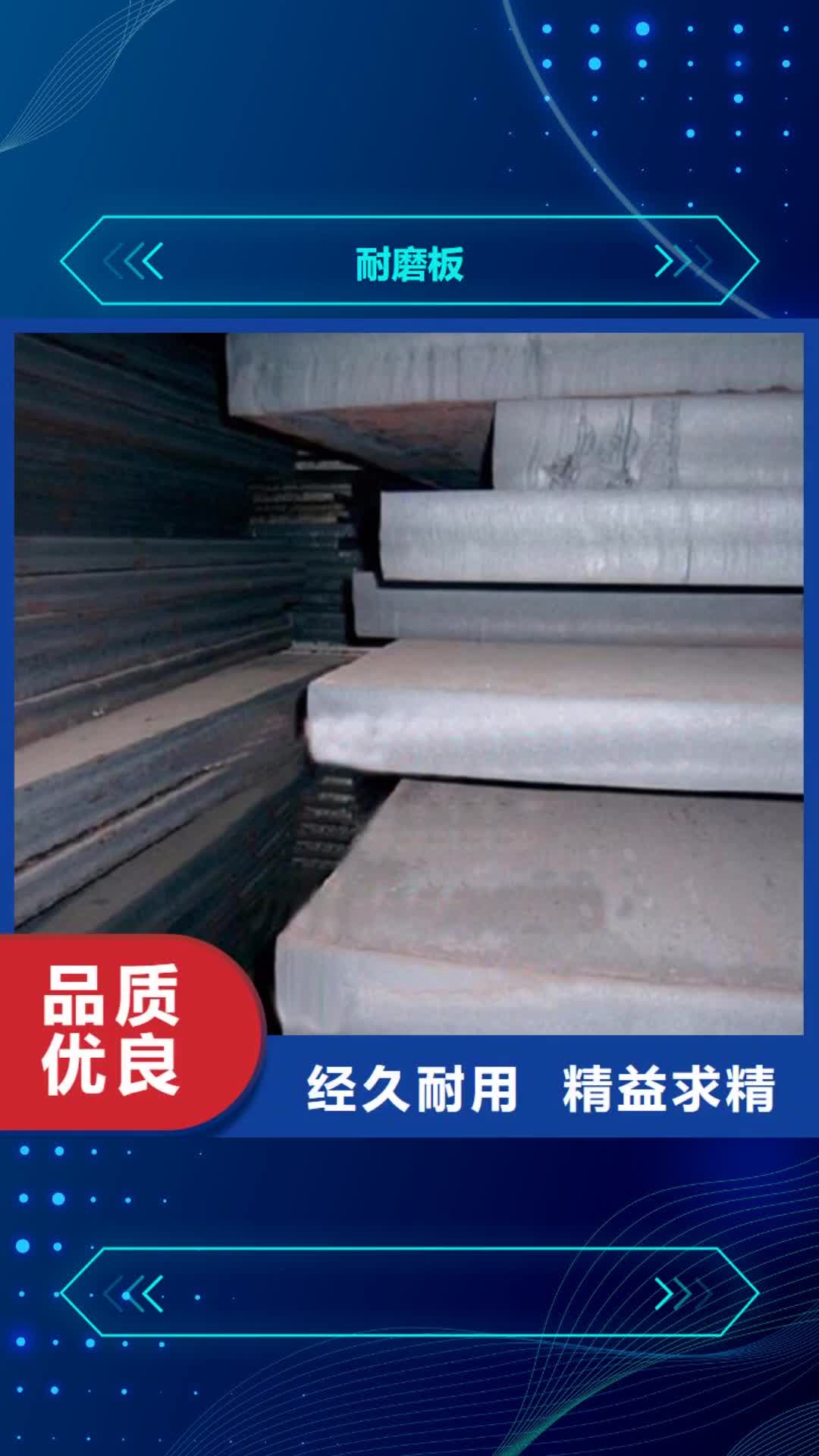
首先,大直径厚壁不锈钢焊管的优点是不亚于其他材料。相较于其他钢质材料,不锈钢具有耐酸、耐碱、耐腐蚀、抗氧化等特性,且寿命长、成本低,更适应长途输送的需求。因此,在油气输送中,选择大直径厚壁不锈钢焊管是一个明智的选择。
其次,大直径厚壁不锈钢焊管在研发和应用方面面临一些挑战。例如,焊管制造中的钢材、连接和涂层技术需要持续创新,以适应更加严苛的工业标准和客户需求。此外,焊管的使用寿命对于油气输送来说非常重要,对于高温、腐蚀等因素需要重点研究。
为了应对这些挑战,国内外科研团队们一直在从以下几个方面研发和应用大直径厚壁不锈钢焊管:
1. 钢材,连接和涂层技术的创新: 针对油气输送过程中的高压、高温、强腐蚀等环境,研究开发有机防腐材料和合金钢、普通不锈钢等新型焊管钢材,探究有效的材料连接方法和新的防腐涂层技术。
2. 焊管结构的改进:焊管的材料选择和制作技术的改进可以提高焊管的强度和耐腐蚀能力,例如采用带有层状结构、双重耐腐蚀层等结构的新型焊管。研究不锈钢晶粒的生长、相变行为、力学行为等,以正确控制焊管成形工艺中的微观治金组织及宏观物理性能分布。
3. 焊管的质量检测技术的提高:大直径厚壁不锈钢焊管作为油气输送领域内的重要组件,需要经过多项质量检测和校验,确保其能够满足行业标准和客户需求。目前,各类检测手段如彩超、X射线、超声波等已广泛应用在焊管检测领域,检测技术也不断更新和优化。
综上,大直径厚壁不锈钢焊管在油气输送领域中的研发和应用一直是国内外科研工作者们的重要课题,这也促进了我国油气输送领域的发展。未来,随着技术的不断革新和原材料的进一步优化,大直径厚壁不锈钢焊管将会在油气输送领域中扮演更加重要的角色。

松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,?缝钢管与不锈钢焊管有什么区别不锈钢管可以分为不锈钢?缝管和不锈钢焊管,它们有哪些不同?各?有哪些优点呢?外观对?1.外观来看不锈钢焊管?般程??且?绣。普通?缝钢管表?会有浮绣或红褐?。2.?缝钢管?艺上是拉制的,没有焊接缝,材质上可以是普通20号钢,也可以是不锈钢。?艺对?不锈钢?缝管是?种具有中空截?、周边没有接缝的长条钢材。该产品的壁厚越厚,它就越具有经济性和实?性,壁厚越薄,它的加?成本就会?幅度的上升;该产品的?艺决定它的局限性能,?般?缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本?,且内外表还有?点、?点不易去除;它的检测及整形必须离线处理。因此它在?压、?强度、机械结构?材??体现了它的优越性。焊接钢管简称焊管,常?钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管?产?艺简单,?产效率?,品种规格多,设备投资少,但?般强度低于?缝钢管。20世纪30年代以来,随着优质带钢连轧?产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提?,焊接钢管的品种规格?益增多,并在越来越多的领域尤其是在换热谁备?管、装饰管、中低压流体管等??代替了?缝钢管。

松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊前预热与焊后热处理有什么作??
不锈钢焊管在焊接?产时需要进?焊前预热和焊后的热处理,这样做有什么作?呢?
1.焊前预热
焊前预热及焊后热处理对于保证焊接质量?常重要。重要构件的焊接、合?钢的焊接及厚部件的焊接,都要求在焊前必须预热。焊前预热的主要作?如下:
(1)预热能减缓焊后的冷却速度,有利于焊缝?属中扩散氢的逸出,避免产?氢致裂纹。同时也减少焊缝及热影响区的淬硬程度,提?了焊接接头的抗裂性。
(2)预热可降低焊接应?。均匀地局部预热或整体预热,可以减少焊接区域被焊?件之间的温度差(也称为温度梯度)。这样,???降低了焊接应?,另???,降低了焊接应变速率,有利于避免产?焊接裂纹。
(3)预热可以降低焊接结构的拘束度,对降低?接接头的拘束度尤为明显,随着预热温度的提?,裂纹发?率下降。
预热温度和层间温度的选择不仅与钢材和焊条的化学成分有关,还与焊接结构的刚性、焊接?法、环境温度等有关,应综合考虑这些因素后确定。另外,预热温度在钢材板厚?向的均匀性和在焊缝区域的均匀性,对降低焊接应?有着重要的影响。局部预热的宽度,应根据被焊?件的拘束度情况?定,?般应为焊缝区周围各三倍壁厚,且不得少于150-200毫?。如果预热不均匀,不但不减少焊接应?,反?会出现增?焊接应?的情况。






大家都爱看





